贵州华冶钢联钢材有限公司
销售一处
电话:0851-87975109
手机:13985191185杨经理
销售二处
电话:0851-87975078
手机:18096004829王经理
传真:0851-83878114
Q Q:2792334889
地址:贵阳南明区乾郎钢材市场B1-17
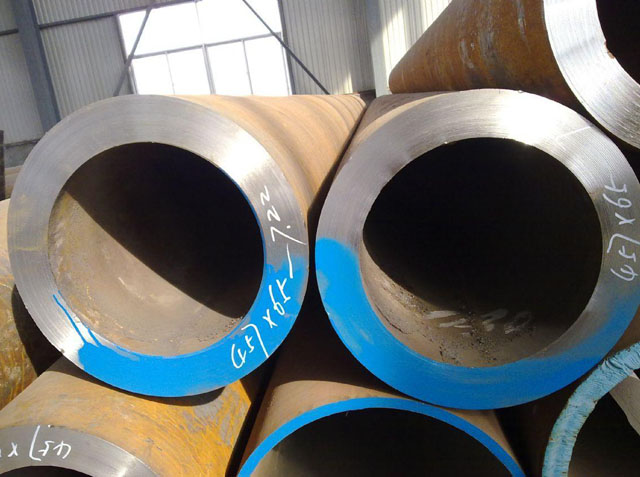
钢管

5310高压锅炉管的应用和特殊工艺
5310高压锅炉管主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、合金结构钢和不锈耐热钢无缝钢管。这些锅炉管经常处于高温和高压下工作,管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、高的抗氧化性能,并具有良好的组织稳定性。
5310高压锅炉管的稳定过程和不稳定过程有着明显的差别,这在生产中是很容易观察到的。冷弯曲试验公称口径不大于50mm的高压锅炉钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
在生产5310高压锅炉管之后,有时会进行焊接,在焊接的过程中,我们有一点是非常需要注意的。那就是对焊接挤压力的控制和挤压辊的控制。
首先来谈谈焊接挤压力的控制。如果对管子的挤压力控制不好,就会对焊接的质量造成严重影响。所以我们要特别注重钢管的焊接挤压力的控制。
再来谈谈挤压辊的控制。我们知道5310高压锅炉管管坯的两个带钢边缘通过高频加热到焊接温度后,在挤压辊的挤压下,会形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊接直缝。若是挤压辊的挤压力过小,那么其形成共同晶体的数量就小,焊接5310高压锅炉管的缝金属强度就会下降,使得受力后的钢管有开裂的危险;如果管材的挤压辊的挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,还会会产生大量的内外毛刺(焊筋过高),甚至造成焊接搭缝等缺陷。